


 300x300 HERKULES A-CNC / Herkules
300x300 HERKULES A-CNC / Herkules
 It's no longer on sale
It's no longer on sale
| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
300 | x | x | x | x | x | x |
 |
250* | x | x | x | x | x | x |
 |
300x300 | x | x | x | x | 300x220 |
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 3,0 | 20-100 | 4520x34x1,1 | 1420 |
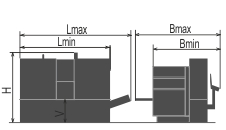
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 2600 | 2600 | 1690 | 2080 | 2140 | 800 |
It is a highly efficient automatic hydraulically controlled band-saw with multiple material feed. The machine is designed for vertical cuts. It is suitable for serial production in industrial premises. Thanks to its robust construction enables to cut wide range of materials including stainless steels and tool steels, especially solid materials.
Control systém:
The saw is equpped with safety red button for emergency stop, manual regulator of arm and control system SAW-MICRO (8-bit processor which controls each movements and programms).
SAW MICRO: The length and number of pieces are set on the control panel. The machine selects the number of feedsand performs the necessary calculations by itself. The system allows the selection from nine different settings for quickadjustment of lengths or automatic modification of lengths when sawing several dimensions from one bar. There is anautomatic and a semiautomatic mode, where all movements are controlled independently.
Regulation of shaft speed is manual and uses throttle valve placed beside control panel. Automatic(safety) regulation of shift speed PEGAS BRP. Principle: Machine will stop after exceeding set loading (defined inampers).
The controlling panel is equipped with a safety button, which stops the saw, and another two buttons for turning it on.There is buttons, which control the various available movements necessary for managing the “SAW MICRO” tool.Buttons for machine movements handling are parts of high quality control keyboard.
Construction:
The machine is constructionaly designed in that way, so that it corresponds to extreme exertions in productive conditions. Massive construction enables using of carbid blades comfortably.
The arm of machine with columns situated as near the clamping vice as possible minimizes vibrations and enables max. cutting performance.
The arm of the machine is robust, heavy weldment and it is designed so that a toughtness and a precision of cut was ensured.
The arm moves along two columns using a four row linear leading with a high loading capacity. Arm movement using two hydraulic cylinders.
Drive pulley and tighten pulley are both metal castings.
Upper position automatically using Pegas DPP system (touching lath placed closely below tooth of blade: T-bar, linear leading, microswitch, adjusting screw) or using of incremental sensor for measuring of a position above material. Upper cutting position of frame is detected automaticaly using control system after setting of the size parameters of cutted material.
Main vice with divided jaw that clamps the material in front of as well as behind the cut. The jaws allow a safe grip.The optimalization of the chip movement through the fixed jaw directly to the chip extractor.
Jaws of the main vice move in steel leading using hydraulic cylinder. One jaw is longstroke (the movement by longstroke hydraulic cylinder), one is fixed.
Regulation valves for setting a vice pressure in hydraulic system.
Very massive feeder with the feeding step 500 mm moves using hydraulic cylinder and two sparpened bars and teflon cases.
Indication of material in the feeder: optic sensor - it notices that there is a material in the feeder. If there is no material in the feeder, the signal reflects on the glass that is situated on movable jaw and it goes back to the sensor. The machine stops feeding and waits for another bar.
There is a roller conveyer which supports material in whole feeded lenght.
The feeder clamping vice is a robust steel weldment. Jaws ensure safe clamping of the material.
Jaws of the feeding vice move in steel leading using hydraulic cylinder. One jaw is longstroke (the movement by longstroke hydraulic cylinder), one is fixed.
Cutting zone is opened from side of the feeder device automatically, extends the blade lifetime when arm is moving to top position.
Basic equipment of machine:
The blade leading in guides with hardmetal plates and leading bearings and along cast iron pulleys.
There is a guide situated on the firm beam on the drive side. On the tightening side there is the guide situated on the moving beam.
The guide beams of the blade are adjustable in the whole working range. A giude moving is connected with a vice-jaw movement so that to achieve the minimum distance of the guide and material. That is why it is not neccessary to set the position manually.
The guide beam of the blade is placed in linear rails (2 linear rails and 4 bearings) with high bearing capacity.
The saw-band is equipped with a guard, which protects the operator from millings and cutting emulsion.
Machine has hydraulic band tightening.
Automatic indication of blade tension.
A cleaning brush is driven by an electroengine and ensures perfect cleaning of a blade.
Drive of machine is solved by worm gear box with maintenanceless oil filling. Three-phases electromotor with double winding, with a frequency converter for a fluent regulation of the blade speed from 20 to 100 m/min. Sturdy flange with shaft. Termoprotection of engine.
The cooling system for emulsion, leaded to the guides of the blade and by LocLine system directly to the cut groove.
Massive base with a tank for chips and with chip extractors. Base is designed for manipulation manipulation with machine by pallet truck and also by any hight lift truck.
Indication of blade tightening and opening of the cover.
Controlling 24 V.
Machine is equipped with hydraulic system which controles all functions of that maschine. It pushes the arm to cut, pulls up the arm, opens and closes vices, moving of feeder.
Basic equipment of machine:
Slide of cut pieces.
Chip extractor
Lighting of workink space.
Band saw blade.
Set of spanners for common service.
Manual instructions in eletronic form (CD).
Operating cycle:
After starting the machine, vices clamp after starting the machine, the machine makes the cut by a set speed, the cutting zone in the down position of the arm is released - the longstroke jaw of the firm vice open, the feeder moves the material to the firm vice, the arm lifts up to the set upper position. The material is moved by the feeder – periodic regime (feeder moves between zero position and the position of the set lenght of feed) or consecutive regime (feeder moves to the limit position and clamps the material and feed it to the cut consecutively). The main vice clamps the material, the vice of the feeder is still closed and the whole procedure repeats. The operator only loads the material and removes the cut material. It is possible to regulate the cutting speed of the arm and the blade speed during cutting.
| Code | Description | Type |
|---|
Tech. data NO241 are valid on 1.1.2024. Producer has the right to make changes of technical data.
Values contained on this page are only for information purposes. This information is not an offer and is not a public promise. This indicative offer does not give right to close a contract. The only guiding document for the contract is a valid price list.